
习近平总书记深刻指出:“高质量发展是全面建设社会主义现代化国家的首要任务。”而加快产业结构优化升级,促进新旧动能转换是当务之急。其中加强重工业技术革新和设备更新,提升价值创造能力,进而提升我国重工业在全球产业分工中的地位和竞争力。
重工业里的钢铁是支撑我国经济发展的中流砥柱,其中钢根据不同的轧制过程的温度分为冷轧钢和热轧钢。当对精度高度要求不高时选择热轧钢,精度要求高时需选择冷轧钢。
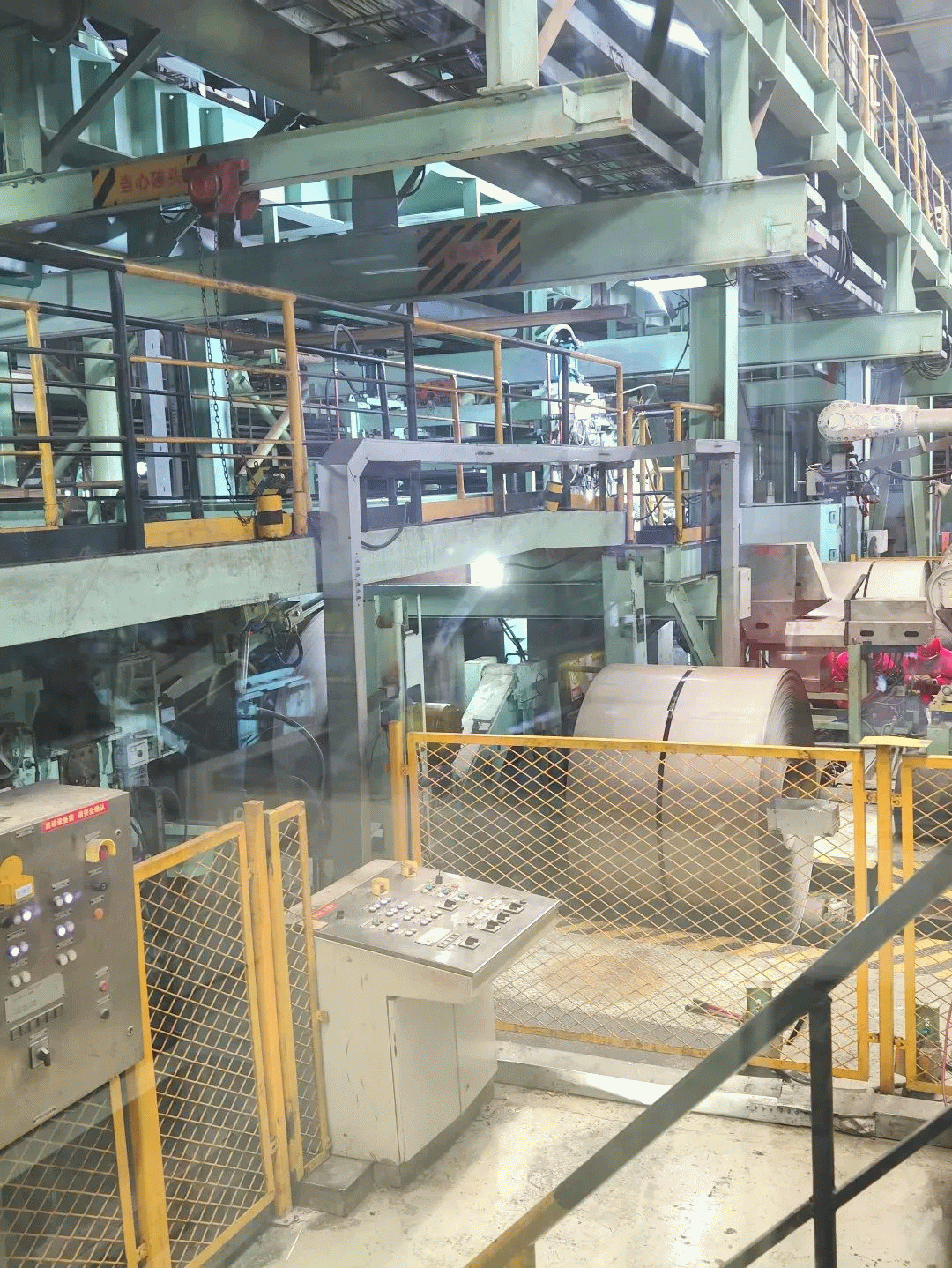
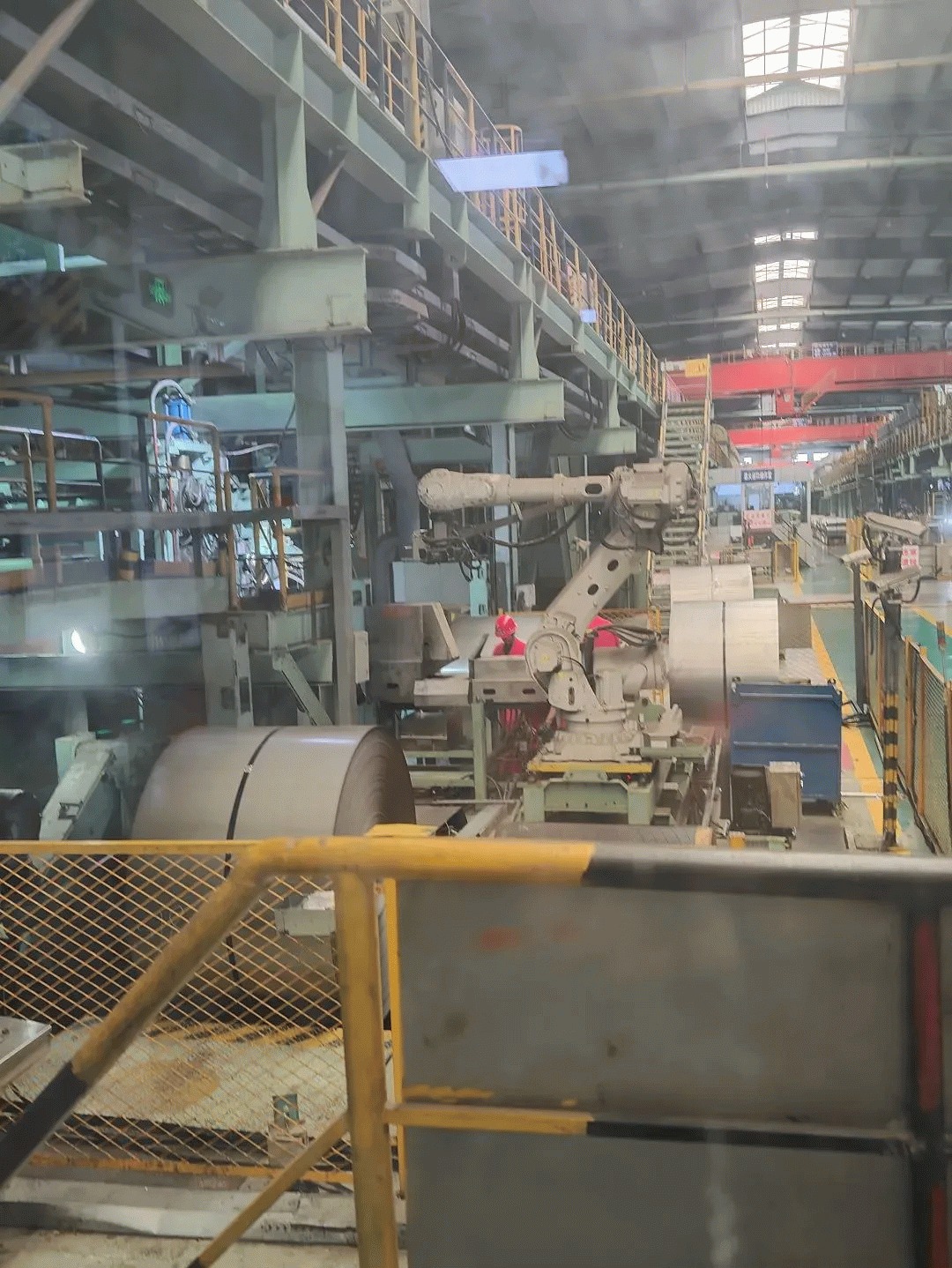
冷轧钢生产的工艺流程:

双卷双拆冷连轧机冷轧:将带钢转向使其头部顺利插入卷取机卷筒的钳口,并压住带钢,是带钢在张力测量锟上产生恒定的包角后,通过控制带钢厚度的AGC液压调节装置、控制带钢版型的工作锟弯锟装置、多区选择冷却装置和用于轧制线校正的斜楔调整装置来保证冷轧钢的质量控制系统。
AGC液压调节装置:厚度前馈控制系统对钢厚度变化做出快速反应,动态修正锟缝,厚度控制监视器消除流量反馈控制不能消除的较小偏差和秒流量计算过程中的系统误差,有效控制长期的厚度以及流量控制有效保证带钢厚度。
工作锟弯锟装置:西门子主机通过伺服阀和LWPN M12-841608-NP-0A8B+LWIO M12-601616-PP控制开关阀有效控制带钢平直度的对称性偏差,弯锟里通过工作锟轴承座作用在工作锟锟颈上,使工作锟产生附加弯曲,从而改变锟缝形状。
多区选择冷却装置:西门子主机通过LWPN M12-841608-NP-0A8B+LWIO M12-601616-PP控制电磁先导控制阀来控制气动乳化液喷嘴向工作锟喷射乳化液,对工作锟锟身进行冷却,从而控制带钢局部的平直度偏差,有效补偿局部残余平直度偏差。
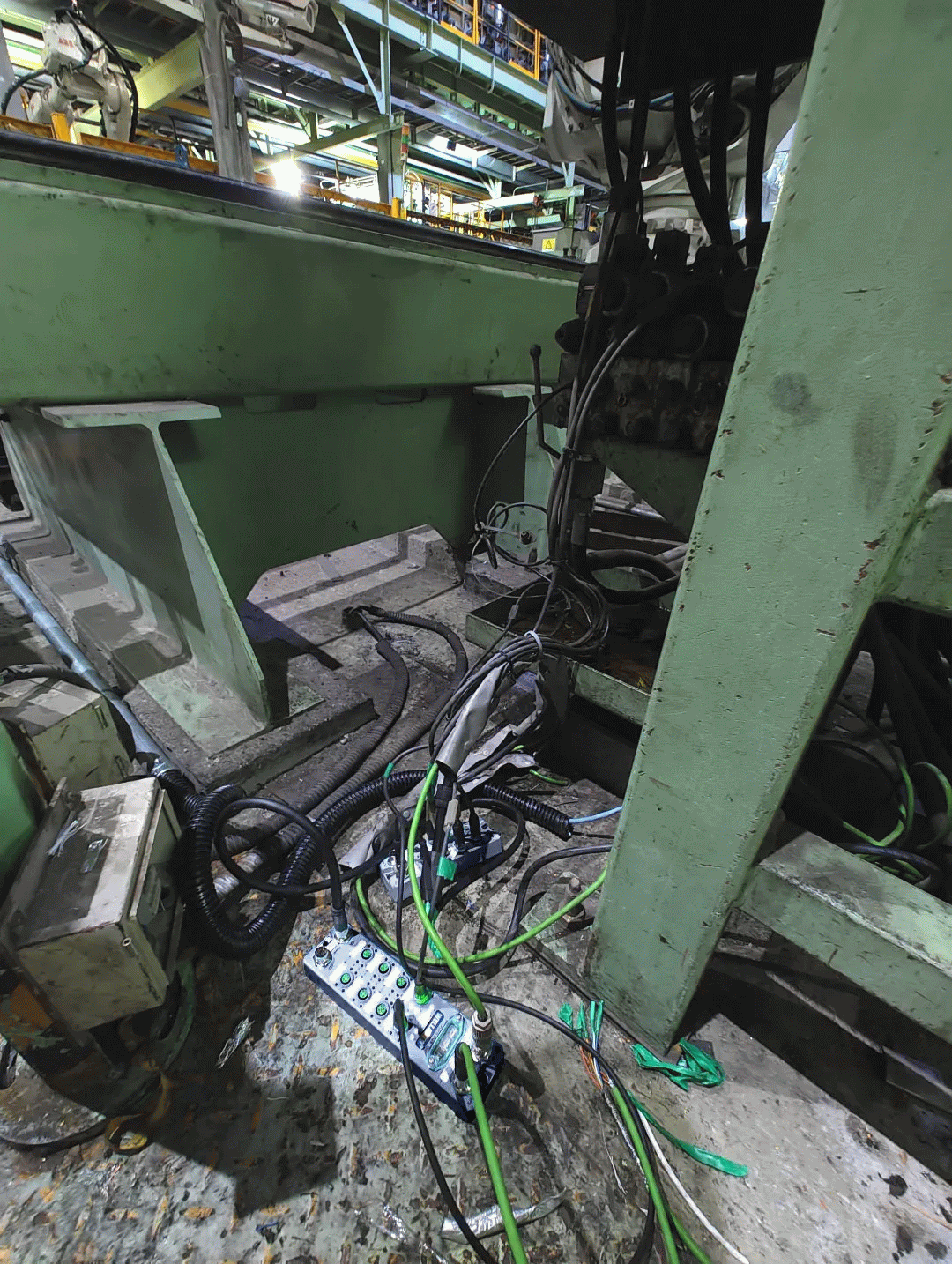
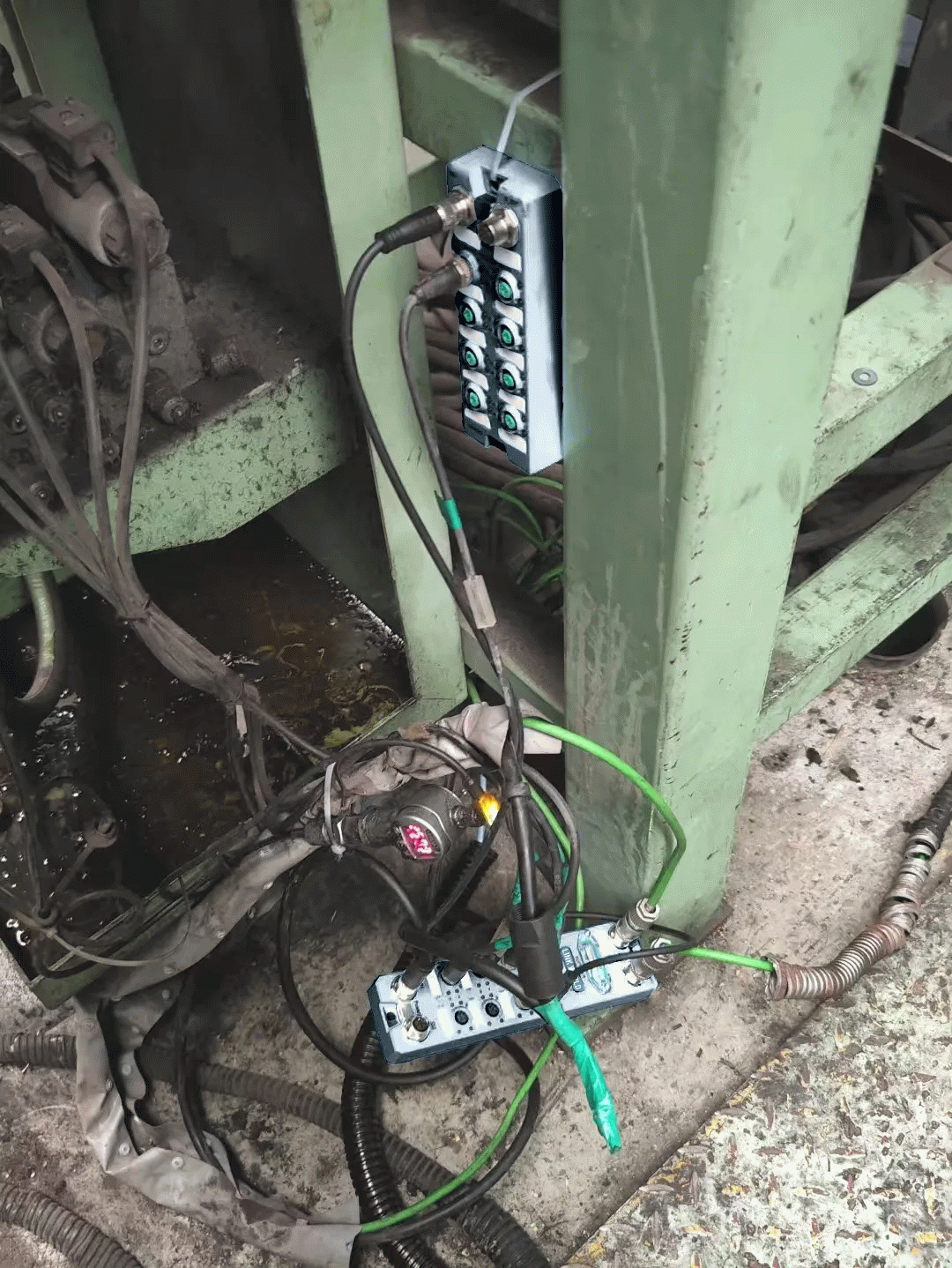
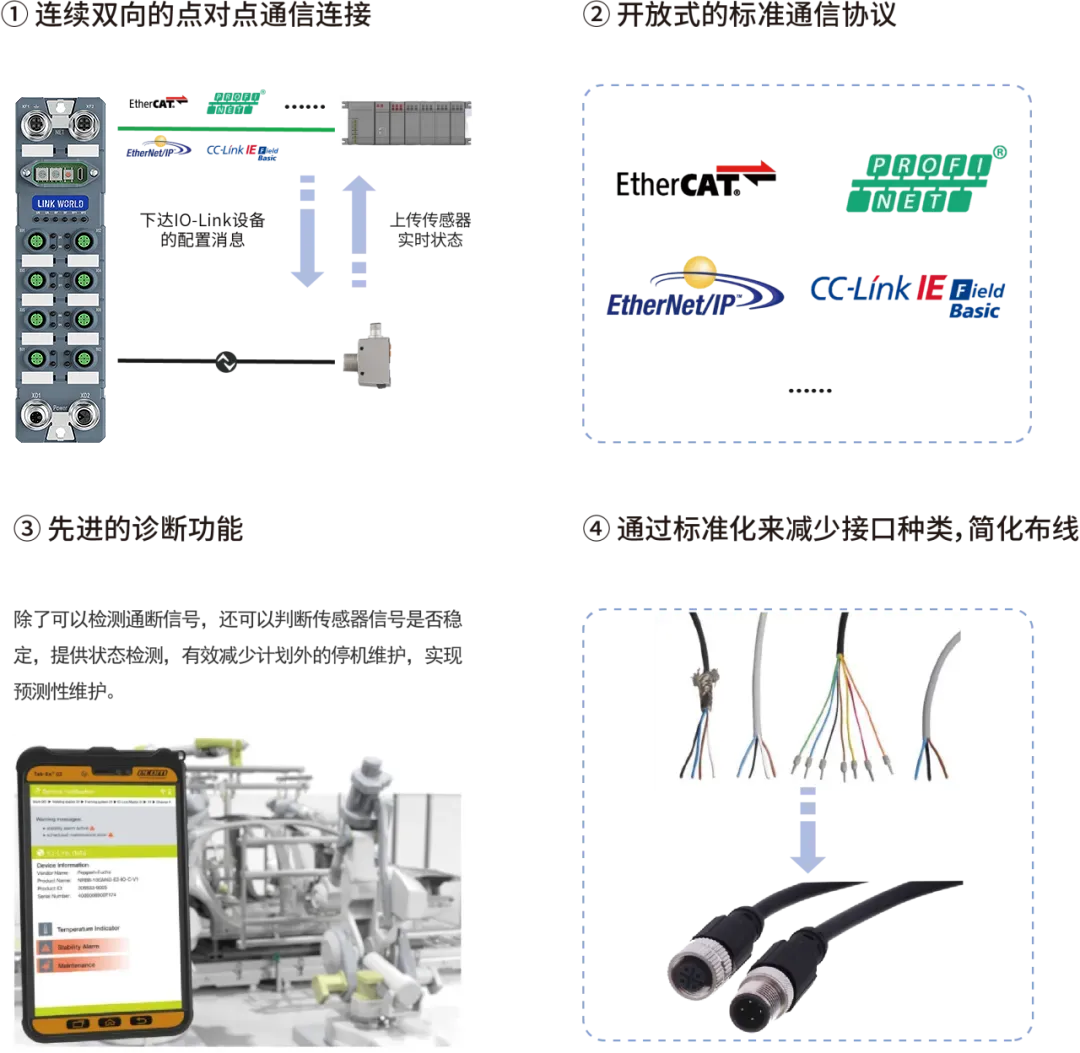
高防护IO支持多种通信协议,可防铁屑飞溅等场景,标准化接线更适合现场接线、维护。
① 2*ClassA+4*ClassB+2*LinkBUS总线
② 6*ClassA+2*LinkBUS总线
③ 4*ClassA + 4*ClassB
④ 8*ClassA
⑤ 8*ClassB

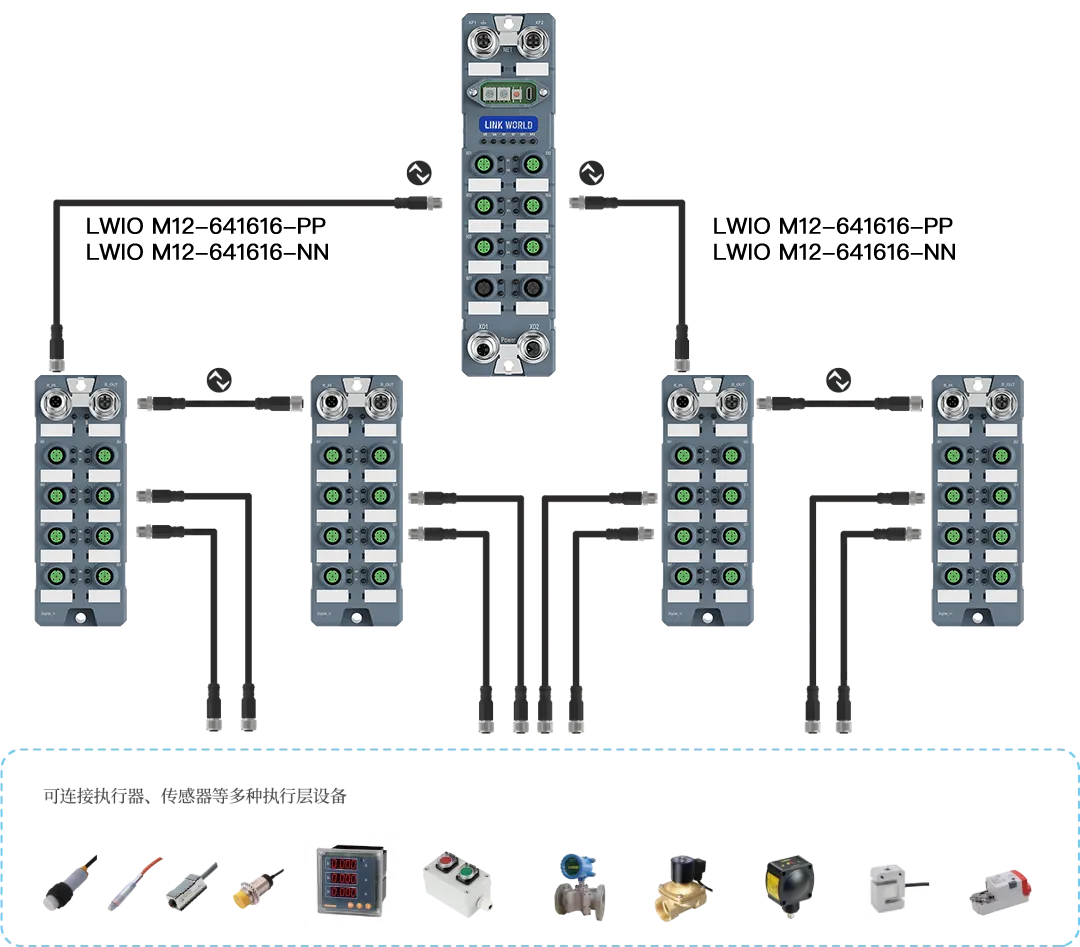
① 80米远距离通信
② 支持检测模块通断状态
③ 多款产品任意选择和搭配
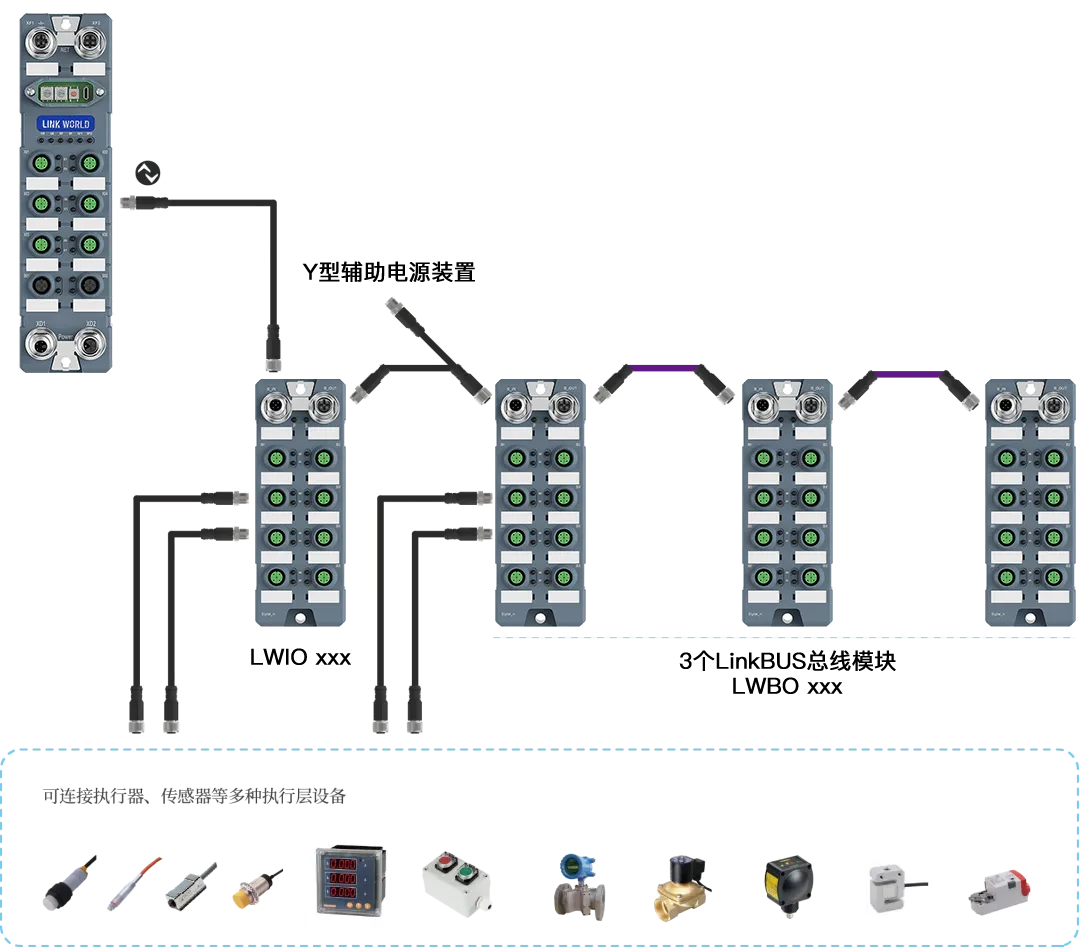
④ 辅助供电,轻松解决负载供电
微信公众号:菱克沃尔德智能技术

 沪公网安备31011402021112号技术支持:中细软
沪公网安备31011402021112号技术支持:中细软 English
English
 周一至周五 9:00-18:00
周一至周五 9:00-18:00 service@link-world.cn
service@link-world.cn 上海市嘉定区江桥镇金园六路388号
上海市嘉定区江桥镇金园六路388号